公司簡介
企業文化
榮譽資質
專業團隊
開煉機系列
平板硫化機系列
流延機系列
吹膜機系列
雙螺桿擠出機系列
過濾性測試機系列
密煉機系列
老化機系列
壓延機系列
注塑機系列
其他輔機
企業動態
行業資訊
常見問題
流延機案例
雙螺桿案例
吹膜機案例
過濾值案例
開煉機案例
硫化機案例
注塑機案例
密煉機案例
老化機
廣東錫華機械有限公司
座機:18664021450
手機:18664021450
聯系人:張經理
郵箱:18664021450@163.com
地址:廣東省東莞市厚街鎮溪寶路9號
時間:2026/1/9 8:40:26 點擊:12
適用原料pp、pc、pvc、abs、pe、pa6、ps、pei、pmma、pom、tpu、tpe等。特點伺服系統整機各動作快速、平穩控制性重復性好、超節能
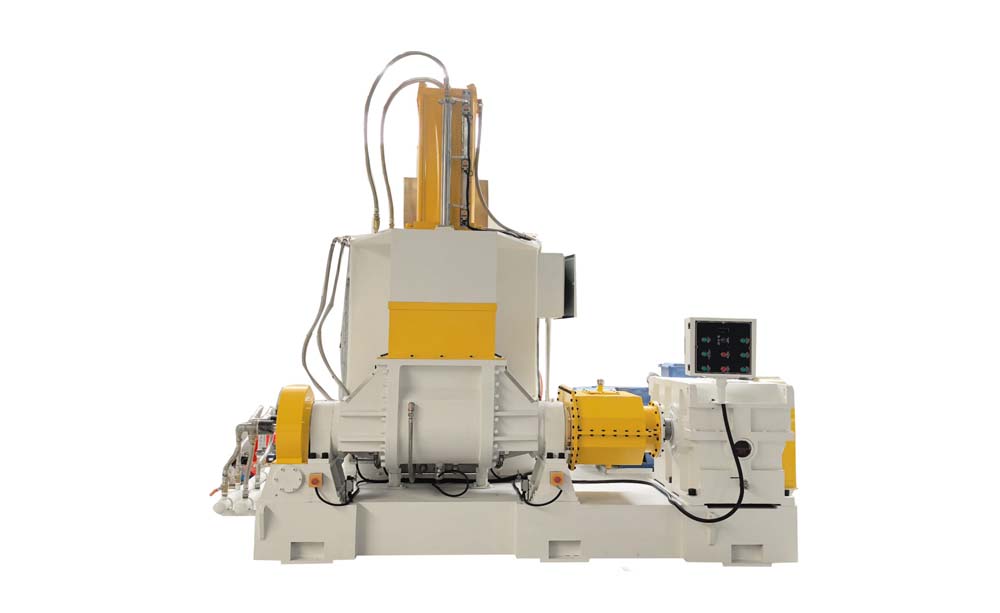
適用于:塑料、橡膠、合成膠、熱熔膠、金屬粉及各種低粘度物料等各式化學原料的攪拌、捏合、分散。新型防漏設計,拆取更換方便,全新加熱…
智能程控系統?升級為10寸PLC系統程控,實現壓力、溫度、時間參數毫秒級精準調控
xh-401電加熱系列 electric heating series產品特點 product features:設體積小、易操作、噪音低、節能環保;small size, easy to oper…
用途:用于橡膠、塑料的混煉塑煉,即物料受壓砣的壓力,在密閉的槽內經過以不同速比回轉的兩個轉子的剪切、擠壓、攪拌、折卷等捏煉作用后…
xh-407 抽真空系列 產品特點 涵蓋了406c系列的全部系統程控功能增加了熱壓過程中進行抽真空操作滿足特種高溫材料、復合材料的真空保壓成…
xh-435 小型壓延機簡介由兩個或兩個以上的輥筒,按一定形式排列,可分為冷壓和熱壓,將橡膠、硅膠或塑料壓制展延成一定厚度和表面形狀的…
備案號:粵ICP備2023003237號-2 技術支持:網絡公司
版權:Copyright 2026 廣東錫華機械有限公司 ?All Rights Reserved.
公司電話:18664021450
全國客服:18664021450
公司地址:廣東省東莞市厚街鎮溪寶路9號
移動網站
關注微信