造粒機常見疑問全解(覆蓋選型 / 工藝 / 故障 / 維護)
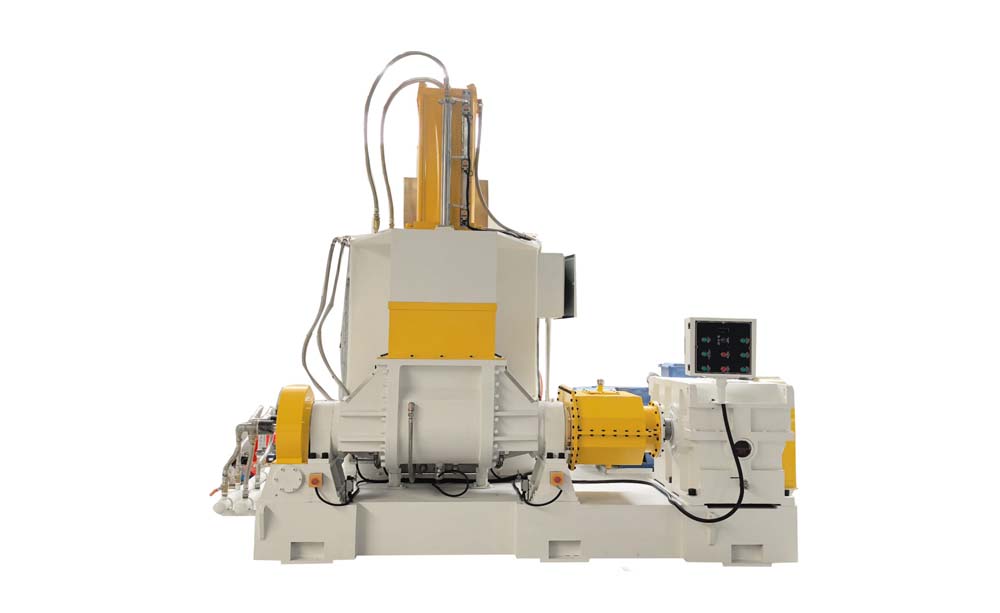
造粒機(單 / 雙螺桿、密煉造粒線等)是橡塑、復合材料生產(chǎn)的核心設備,企業(yè)在選型、生產(chǎn)、維護環(huán)節(jié)常遇到各類困惑。以下梳理造粒機最高頻的 12 類疑問,結(jié)合實操經(jīng)驗給出直白解答,助力快速解決生產(chǎn)痛點:
廣東錫華機械有限公司
座機:18664021450
手機:18664021450
聯(lián)系人:張經(jīng)理
郵箱:18664021450@163.com
地址:廣東省東莞市厚街鎮(zhèn)溪寶路9號
時間:2025/12/22 8:21:39 點擊:7
造粒機(單 / 雙螺桿、密煉造粒線等)是橡塑、復合材料生產(chǎn)的核心設備,企業(yè)在選型、生產(chǎn)、維護環(huán)節(jié)常遇到各類困惑。以下梳理造粒機最高頻的 12 類疑問,結(jié)合實操經(jīng)驗給出直白解答,助力快速解決生產(chǎn)痛點:
移動網(wǎng)站

關(guān)注微信